Farm Produce Grading and Quality Control Workflow
Published: 06/04/2026 Updated: 06/05/2026
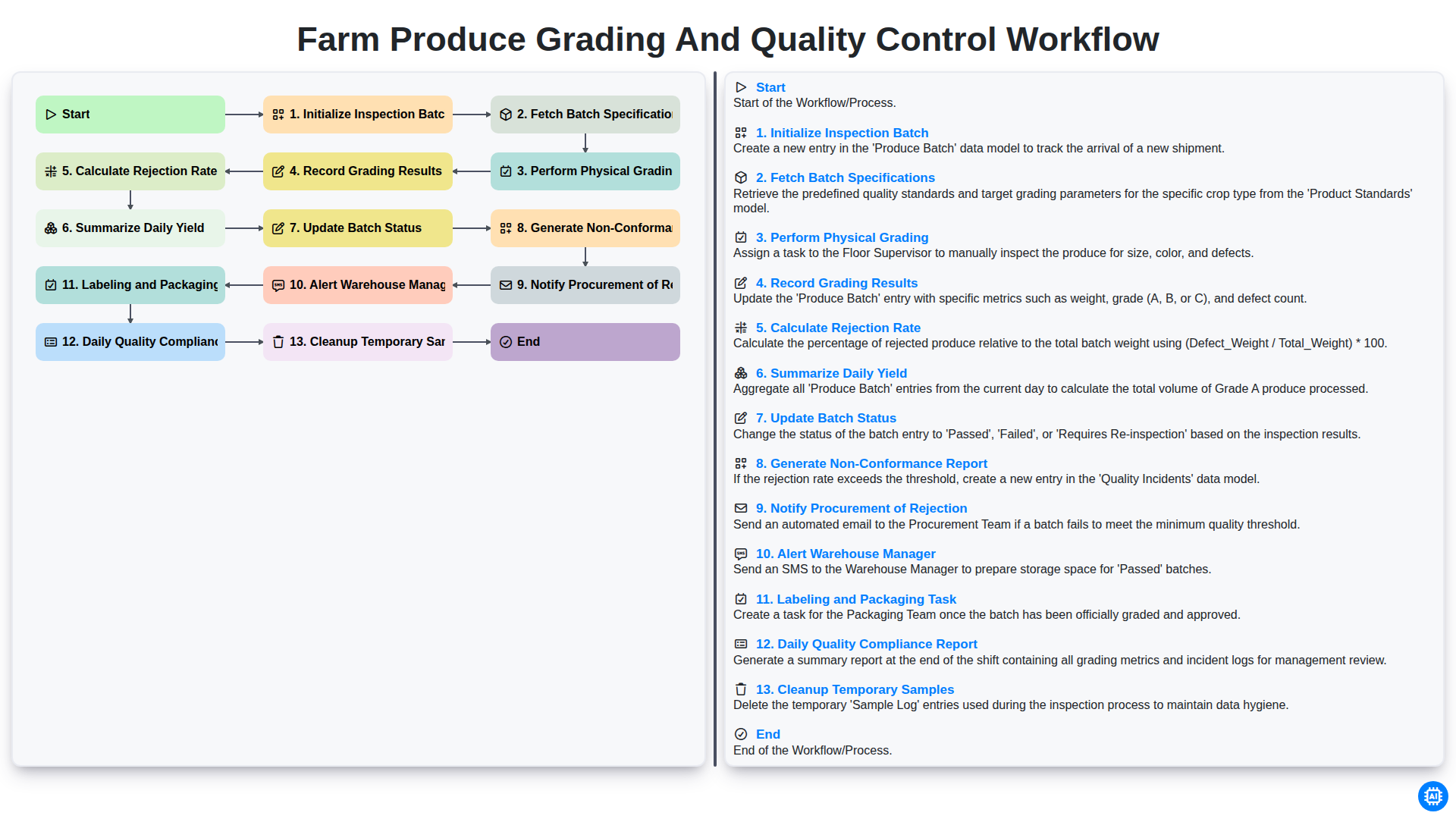
Table of Contents
- Introduction to Farm Produce Grading and Quality Control
- Phase 1: Inspection Preparation and Setup
- Initializing the Inspection Batch
- Fetching Batch Specifications and Standards
- Phase 2: The Grading Process
- Performing Physical Grading and Assessment
- Recording Grading Results and Data Entry
- Phase 3: Analytics and Performance Evaluation
- Calculating Rejection Rates and Loss Analysis
- Summarizing Daily Yield and Productivity
- Phase 4: Post-Inspection Actions and Reporting
- Updating Batch Status and Finalizing Records
- Generating Non-Conformance Reports (NCR)
- Automated Notifications: Procurement and Warehouse Alerting
- Phase 5: Finalization, Packaging, and Compliance
- Labeling and Packaging Tasks
- Daily Quality Compliance Reporting
- Post-Process Cleanup and Sample Management
- Resources & Links
TLDR: Learn how to streamline your agricultural operations with our comprehensive guide to the Farm Produce Grading and Quality Control Workflow. This post breaks down how to implement a step-by-step inspection process-from initializing batches and physical grading to automated reporting and stakeholder notification-ensuring consistent product quality and efficient warehouse management.
Introduction to Farm Produce Grading and Quality Control
In the fast-paced world of agriculture, the journey from harvest to market is defined by a single, critical factor: consistency. Maintaining high standards of quality is not merely a preference; it is a necessity for ensuring food safety, maximizing market value, and building long-term trust with retailers and consumers. A robust Farm Produce Grading and Quality Control Workflow serves as the backbone of this process, transforming a raw harvest into a standardized, premium product.
Effective grading goes far beyond simple visual inspection. It is a systematic, multi-layered approach designed to mitigate risks, reduce waste, and ensure that every item leaving the facility meets specific regulatory and contractual benchmarks. By implementing a structured workflow-ranging from the initial batch setup to real-time reporting and logistics integration-producers can move away from reactive troubleshooting and toward proactive quality management. This systematic oversight allows for the precise identification of non-conformance, the optimization of yield, and the seamless communication of data between field, warehouse, and procurement teams.
Phase 1: Inspection Preparation and Setup
Before the actual grading begins, a structured setup is essential to ensure that every item in a lot is evaluated against the same standard. This phase focuses on establishing the parameters of the inspection to eliminate ambiguity and ensure consistency across the entire batch.
The process begins with the Initialize Inspection Batch step, where a new inspection session is formally logged into the system, creating a digital footprint for the specific harvest or shipment being processed. Once the batch is active, the system moves to Fetch Batch Specifications. This is a critical sub-step where the quality control team retrieves the predefined standards-such as size, color, moisture content, and sugar levels (Brix)-specific to that particular crop variety. By pulling these precise metrics upfront, the team ensures that the grading criteria are always aligned with the latest quality requirements and client expectations.
Initializing the Inspection Batch
The foundation of a successful quality control process lies in the precision of its commencement. The workflow begins with the Initialize Inspection Batch step, a critical phase where a new inspection cycle is formally established within the system. This process involves assigning a unique identifier to the incoming shipment, ensuring that every piece of produce can be tracked through its entire lifecycle-from the moment it arrives at the facility to its final packaging.
By formally initializing a batch, the quality control team creates a digital paper trail that prevents data fragmentation. This step is not merely about data entry; it is about setting the parameters for accountability. A properly initialized batch ensures that all subsequent grading data, rejection rates, and compliance reports are tied to a single, traceable event, providing the necessary transparency required for food safety audits and supply chain traceability.
Fetching Batch Specifications and Standards
Before any physical inspection can begin, the process must be anchored in predefined benchmarks. The Fetch Batch Specifications step is a critical foundational phase where the inspection team retrieves the unique parameters assigned to the incoming shipment. These specifications are not one-size-fits-all; they vary significantly depending on the crop type, variety, and the specific requirements of the end customer or retailer.
During this stage, the system or supervisor pulls data regarding essential quality indicators, such as:
- Size and Weight Requirements: Specific diameter, length, or weight ranges allowed for the grade.
- Color Standards: Acceptable ripeness levels or color intensity scales.
- Texture and Firmness: Required density or structural integrity levels.
- Tolerance Thresholds: The maximum allowable percentage of minor defects before a batch is compromised.
By retrieving these precise standards upfront, the workflow ensures that every grader is working from the same source of truth. This eliminates subjectivity and prevents costly errors that occur when grading decisions are left to individual interpretation. Accurate specification retrieval ensures that the entire quality control pipeline remains consistent, repeatable, and aligned with both food safety regulations and client expectations.
Phase 2: The Grading Process
Once the inspection batch is initialized and the specific quality standards are retrieved, the core of the operation begins. The Perform Physical Grading step is the most critical stage, where inspectors evaluate each item based on attributes such as size, color, texture, and firmness. This meticulous examination ensures that every piece of produce aligns with the pre-defined batch specifications.
As the physical inspection progresses, the data must be captured in real-time through the Record Grading Results step. This allows for immediate visibility into the quality of the harvest. From these recorded results, the system automatically performs a Calculate Rejection Rate operation, providing an instant metric of how much of the batch meets the required standards versus how much falls short. To maintain a complete overview of the day's productivity, the process includes a Summarize Daily Yield step, which aggregates the volume of high-quality produce ready for market.
The workflow then transitions into the management of discrepancies. As soon as the grading is complete, the system will Update Batch Status to reflect its current state (e.g., Approved, Pending, or Rejected). If the quality falls below the threshold, the workflow triggers a Generate Non-Conformance Report to document specific defects. To ensure rapid response across the supply chain, the system will automatically Notify Procurement of Rejection (to manage inventory expectations) and Alert Warehouse Manager (to prepare for redirected handling or disposal).
For the items that pass inspection, the workflow moves into the final physical processing stage, specifically the Labeling and Packaging Task, ensuring that every crate is accurately tagged for traceability. To close the loop on the day's operations, the process concludes with the generation of a Daily Quality Compliance Report for management review and a final Cleanup Temporary Samples step to maintain a sanitary and organized workspace for the next shift.
Performing Physical Grading and Assessment
Once the inspection batch has been initialized and the specific grading criteria are retrieved, the core of the quality control process begins: Performing Physical Grading. This stage is the most critical phase of the workflow, as it requires a meticulous, hands-on assessment of every item within the batch to ensure they meet the predefined standards.
During this step, inspectors conduct a multi-dimensional evaluation of the produce. The assessment typically involves several key metrics:
- Visual Inspection: Checking for uniform color, size, shape, and surface integrity. This includes identifying any skin blemishes, bruising, or irregular growth patterns.
- Sensory Evaluation: Assessing the firmness, texture, and aroma of the produce to ensure it meets ripeness and freshness benchmarks.
- Physical Integrity Checks: Searching for signs of decay, mold, or pest damage that could compromise the shelf life of the entire batch.
- Size and Weight Verification: Utilizing standardized scales and measurement tools to ensure the produce adheres to the specific grade requirements (e.g., Grade A vs. Grade B).
This stage is not merely about sorting; it is about precision. Every piece of produce is categorized based on its physical attributes, ensuring that only the highest quality goods move forward in the supply chain. Consistency is vital here, as the accuracy of this physical assessment directly influences the subsequent calculation of rejection rates and the overall reliability of the daily yield summary.
Recording Grading Results and Data Entry
Once the physical grading process is complete, the focus shifts from the field to the digital record. The Record Grading Results step is the most critical juncture in the workflow, as the accuracy of your entire supply chain depends on the integrity of this data. During this phase, inspectors must meticulously log the specific attributes of each sub-lot, including size, color, weight, and any identified defects or blemishes.
Effective data entry transforms raw observations into actionable intelligence. Rather than relying on manual paper logs that are prone to human error and physical damage, modern quality control relies on real-time digital entry. By capturing data immediately after the physical grading is performed, you minimize memory decay and ensure that the nuances of each batch are preserved. This stage isn't just about documenting what is good; it is about quantifying what is imperfect, providing the foundational data needed to drive the subsequent calculation of rejection rates and the generation of non-conformance reports.
Phase 3: Analytics and Performance Evaluation
Once the physical grading and recording processes are complete, the workflow shifts from manual inspection to data-driven analysis. This phase is critical for transforming raw inspection data into actionable intelligence, allowing management to move beyond simple observation and toward proactive quality management.
The evaluation phase begins with the automated calculation of the Rejection Rate, a key metric that identifies trends in crop degradation or field-level issues. By analyzing this rate alongside the Daily Yield Summary, stakeholders can determine if the current harvest meets the volume and quality standards required for market distribution. This high-level overview provides a snapshot of the day's productivity and helps in identifying any significant deviations from expected standards.
To ensure transparency and accountability, the system automatically triggers the generation of a Non-Conformance Report (NCR). This document meticulously outlines any batches that failed to meet preset criteria, providing a paper trail for quality audits. This information is instantly disseminated through automated communication loops: the Procurement Team is notified of rejections to adjust downstream supply chain plans, while the Warehouse Manager is alerted to prepare for adjustments in storage allocation or inventory rerouting.
The final step in this analytical phase is the production of the Daily Quality Compliance Report. This comprehensive document serves as the single source of truth for the facility, aggregating all grading data into a format suitable for long-term trend analysis and regulatory compliance. By digitizing these metrics, the workflow ensures that every decision made-from procurement adjustments to warehouse logistics-is backed by precise, real-time quality intelligence.
Calculating Rejection Rates and Loss Analysis
Once the physical grading process is complete, the workflow shifts from observation to analytical assessment. The core of this stage involves the critical step of calculating the rejection rate, a metric that serves as a vital health indicator for both crop quality and supply chain efficiency. By comparing the volume of accepted produce against the total volume inspected, stakeholders can quantify the exact percentage of waste generated during the inspection.
However, raw percentages only tell half the story. To drive true continuous improvement, this stage must transition into loss analysis. This involves scrutinizing the why behind the rejections-distinguishing between preventable issues, such as bruising during transit, and uncontrollable factors, such as biological decay or weather-related damage. By analyzing these patterns, the workflow provides the actionable intelligence needed to identify bottlenecks in the field or failures in the logistics chain, ultimately transforming simple data collection into a strategic tool for reducing waste and protecting profit margins.
Summarizing Daily Yield and Productivity
At the conclusion of each inspection cycle, the workflow transitions from granular data collection to high-level operational intelligence. The process of Summarizing Daily Yield serves as the critical bridge between raw field data and actionable business insights. By aggregating the individual grading results processed throughout the day, the system provides a comprehensive overview of total volume processed versus usable yield.
This stage is not merely about counting crates; it involves analyzing the interplay between total intake and the rejection rate calculated during the grading phase. By distilling complex datasets into a singular daily summary, stakeholders can identify patterns in crop quality, recognize fluctuations in seasonal productivity, and determine if specific farm plots are underperforming. This summary acts as the foundational metric for evaluating daily throughput and optimizing resource allocation for the following day's operations.
Phase 4: Post-Inspection Actions and Reporting
Once the physical inspection is complete, the workflow shifts from active assessment to data finalization and operational communication. This phase is critical to ensure that the grading results are translated into actionable intelligence for the rest of the supply chain.
The process begins with the Recording of Grading Results, where all data gathered during the physical grading is digitized. From here, the system automatically performs the Calculation of Rejection Rate and the Summarization of Daily Yield, providing an immediate snapshot of the day's productivity and quality trends. To maintain an accurate audit trail, the Update of Batch Status is performed, moving the lot from Under Inspection to Approved, Quarantined, or Rejected.
However, quality control does not end with a mere data entry. If the inspection reveals significant deviations, the workflow triggers two vital automated alerts: the Generation of a Non-Conformance Report (NCR) and the immediate Notification of Procurement regarding Rejections. Simultaneously, the system will Alert the Warehouse Manager to ensure that sub-standard produce is physically segregated from premium stock.
As the batch moves toward the final stage, the Labeling and Packaging Task is executed, ensuring that every unit is marked with its verified grade and expiry data. To close the loop on the inspection cycle, a Daily Quality Compliance Report is generated for management review, followed by the final Cleanup of Temporary Samples to maintain a sanitary and organized inspection environment. This rigorous closing sequence ensures that nothing moves to the next stage of the supply chain without complete documentation and verified compliance.
Updating Batch Status and Finalizing Records
Once the physical grading and data entry are complete, the workflow transitions from active inspection to administrative closure. The process begins with Updating Batch Status, where the system reflects the real-time progress of the produce-moving from In Inspection to Completed, Quarantined, or Released. This step is critical for maintaining an accurate digital twin of the physical inventory.
To ensure full accountability, the system then moves into the documentation phase. This involves Generating a Non-Conformance Report (NCR) for any batches that failed to meet established parameters, detailing the specific reasons for rejection. To bridge the gap between quality control and the supply chain, the workflow automatically triggers a Notification to Procurement of Rejection, allowing for immediate reordering or supplier communication, and an Alert to the Warehouse Manager to ensure that rejected items are physically segregated from saleable stock.
The final phase of record-keeping involves a comprehensive audit trail. The workflow culminates in the production of the Daily Quality Compliance Report, a high-level summary that provides stakeholders with an overview of the day's adherence to safety and quality standards. Finally, to maintain operational hygiene and prevent cross-contamination, the process concludes with the Cleanup of Temporary Samples, ensuring that all inspection residue is cleared and the station is prepared for the next incoming batch.
Generating Non-Conformance Reports (NCR)
When a batch fails to meet the predefined quality standards, the workflow triggers the automated generation of a Non-Conformance Report (NCR). This critical step serves as the formal documentation of any deviations from the established grade specifications. Rather than simply noting a failure, the NCR provides a detailed breakdown of exactly where the produce fell short-whether it be issues with size, color, texture, or signs of decay.
The report acts as a diagnostic tool for the entire supply chain. By capturing real-time data regarding the specific nature of the defects, the NCR allows quality assurance teams to trace issues back to specific stages of the process, such as improper field harvesting techniques or temperature fluctuations during transit. This granular level of detail is essential for maintaining accountability and driving continuous improvement in your grading operations.
Automated Notifications: Procurement and Warehouse Alerting
In a high-stakes grading environment, information silos are the enemy of efficiency. When a batch fails to meet established quality benchmarks, the Notify Procurement of Rejection and Alert Warehouse Manager steps function as the critical communication backbone of the workflow.
Automating these notifications ensures that the moment a rejection threshold is breached, the right stakeholders are informed in real-time. For the procurement team, an instant alert allows for immediate adjustments to incoming supply orders, preventing the downstream effects of a shortage. Simultaneously, alerting the warehouse manager triggers necessary logistical shifts, such as rerouting rejected stock to disposal or secondary processing and adjusting storage space allocations. By removing the need for manual follow-ups, this automated loop minimizes decision-making latency and ensures that the entire supply chain remains synchronized with the current reality of the harvest.
Phase 5: Finalization, Packaging, and Compliance
Once the physical grading and data recording are complete, the workflow transitions from active inspection to the critical finalization stage. This phase ensures that the quality data is translated into actionable logistics and that all products meet the necessary regulatory and internal standards before leaving the facility.
The process begins with the Labeling and Packaging Task, where the graded data is used to apply precise identifiers to each unit. Accurate labeling is vital for traceability, ensuring that every package reflects the specific quality grade assigned during inspection. Following this, the system performs a final data sweep to Summarize Daily Yield and Calculate Rejection Rate, providing a high-level overview of the day's productivity and efficiency.
To maintain transparency and operational oversight, the workflow triggers three critical notification streams:
- Generate Non-Conformance Report (NCR): A detailed document is produced for any batch that fails to meet predefined standards.
- Notify Procurement of Rejection: This ensures the purchasing team can immediately adjust orders or seek alternative suppliers to mitigate supply gaps.
- Alert Warehouse Manager: This allows the logistics team to prepare storage space for accepted goods and manage the segregation of rejected stock.
To close the loop, the system produces the Daily Quality Compliance Report, a comprehensive audit trail that serves as the final word on the day's quality performance. Finally, to maintain hygiene and operational efficiency, the Cleanup of Temporary Samples is performed, ensuring that all testing remnants are disposed of according to safety protocols, leaving the station ready for the next batch.
Labeling and Packaging Tasks
Once the grading process is complete and the quality standards are verified, the workflow transitions from inspection to the critical stage of Labeling and Packaging. This step serves as the final bridge between the sorting area and the logistics chain, ensuring that every unit leaving the facility is accurately identified and protected.
The process begins with the application of precise, data-driven labels. Each package is assigned a unique identifier that corresponds directly to the recorded grading results, including batch numbers, harvest dates, and grade classifications. This traceability is essential for maintaining food safety standards and allowing for seamless tracking throughout the supply chain.
Simultaneously, the packaging task involves selecting the appropriate materials-such as crates, mesh bags, or modified atmosphere packaging (MAP)-based on the specific requirements of the grade. For premium-grade produce, specialized packaging is used to extend shelf life and maintain structural integrity during transit. By integrating the grading data directly into the packaging workflow, we minimize human error and ensure that what is labeled on the outside perfectly matches the quality verified on the inside.
Daily Quality Compliance Reporting
At the conclusion of every inspection cycle, the workflow culminates in the generation of the Daily Quality Compliance Report. This document serves as the definitive analytical record of the day's operations, synthesizing all recorded grading data into a high-level overview of product integrity.
Rather than just a collection of raw numbers, this report provides stakeholders with a clear snapshot of quality trends, highlighting whether the day's harvest met the established grade benchmarks or if specific patterns of degradation are emerging. By consolidating the results of the physical grading, rejection rates, and non-conformance findings, the Daily Quality Compliance Report enables management to make data-driven decisions regarding future procurement, immediate crop disposal, and necessary adjustments to field-side handling practices. It is the essential tool for maintaining transparency and ensuring that every batch leaving the facility adheres to the highest food safety and quality standards.
Post-Process Cleanup and Sample Management
To maintain the integrity of the production line and ensure readiness for the next production cycle, the final phase of the workflow focuses on Cleanup Temporary Samples. After the grading process is complete and all data has been successfully recorded, it is critical to clear the inspection area of any leftover produce samples used during testing.
Leaving organic matter or debris in the inspection zone can lead to cross-contamination, attracting pests or causing spoilage that could compromise the quality of upcoming batches. This step involves sanitizing workstations, disposing of rejected samples according to food safety protocols, and ensuring that all tools used during the physical grading process are cleaned and stored. By strictly adhering to this cleanup routine, the facility upholds high hygiene standards and ensures that the environment remains controlled and prepared for the next batch initialization.
Resources & Links
- FAO - Food and Agriculture Organization of the United Nations: Global standards and guidelines for food quality, safety, and agricultural grading practices.
- ISO - International Organization for Standardization: Information on international quality management systems (ISO 9001) and food safety standards applicable to agricultural workflows.
- USDA - United States Department of Agriculture: Official grading standards and quality requirements for various types of farm produce and commodities.
- Codex Alimentarius: International food standards, guidelines, and codes of practice for ensuring food safety and fair trade in the global market.
- Supply Chain Dive: Insights into supply chain management, logistics, and operational efficiency in the food and agriculture industry.
- ScienceDirect: Academic research and technical papers regarding post-harvest technology, sorting automation, and quality control metrics.
Found this Article helpful?
Farm Management Solution Demo
Grow your farm smarter & more efficiently! ChecklistGuro streamlines crop planning, task management, & resource tracking. Maximize yields, reduce waste, & improve profitability. Manage it all with our Work OS.
Related Articles
Unlock Higher Yields: Your Precision Agriculture Checklist Template
The Ultimate Farm Safety Inspection Report Checklist Template
Irrigation System Checklist: Farm Water Management & Crop Yield Optimization

Livestock Health & Welfare Checklist: Your Farm Animal Care & Biosecurity Template
Crop Insurance Policy Review Checklist: A Farmer's Guide
Water Discharge Permit Compliance Checklist Template
The Ultimate GPS & Precision Farming Calibration Checklist Template
Mapping the Threat: A Checklist for Proactive Pest & Disease Pressure Management
We can do it Together
Need help with
Checklists?
Have a question? We're here to help. Please submit your inquiry, and we'll respond promptly.